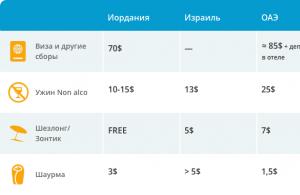
Вольфрамовые мормышки ценятся за большой вес при малом объеме. Такой мормышкой можно ловить на любом горизонте воды – и ближе к поверхности, и на большой глубине, и на течении.
Кроме того, мормышки устойчивы к воздействию агрессивных сред, долговечны, не окисляются в воде. Такие положительные качества мормышка имеет благодаря металлу, из которого она сделана – вольфраму.
Вольфрам
Вольфрам – самый тугоплавкий металл высокой плотности: температура плавления – 3422°С, плотность 19,3 г/см3, в 1,7 раз выше свинца (11,3 г/см3).
Плюсы вольфрамовых мормышек
- Высокий удельный вес. Тяжелые мормышки обеспечивают привлекательную игру на глубине и на быстром течении.
- Устойчивость к агрессивным средам и окислению.
- Долговечность.
Что и говорить – весомые плюсы, однако, при покупке в рыболовных магазинах рыболов может задуматься о целесообразности покупки.
Минусы покупных изделий
- Фальсификация – использование более легких сплавов вольфрама или использование вместо вольфрама внешне похожего более легкого металла.
- Дороговизна – цена качественных изделий из вольфрама на порядок выше, чем свинцовых.
Возникающие проблемы с покупными изделиями провоцируют желание у рыболова изготавливать вольфрамовые мормышки самостоятельно, но уникальные свойства вольфрама – высокая плотность и тугоплавкость, заставляют задуматься о грядущих трудностях.
Трудности самостоятельного изготовления
- сложность термической и механической обработки;
- невозможность образования расплава и заливки в формы;
- невозможность прямого припаивания крючков к телу вольфрамовой мормышки.
Рыболовы учатся обходить трудности

Описаны много способов изготовления вольфрамовых мормышек в домашних условиях с использованием методов гальваники для оцинковки или омеднения тела мормышки с возможностью последующей пайки оловянно – свинцовым припоем.
Существуют и беспроблемные варианты изготовления самых уловистых мормышек без припаивания крючков.
Все же в первую очередь необходимо решить вопрос – где достать вольфрам для самодельных мормышек.
Где достать вольфрам для мормышек?
В чистом виде вольфрам для промышленности мало интересен. Для придания нужных свойств – повышения ковкости, пластичности, снижение тугоплавкости и т.д. титан легируют или спекают порошок вольфрама с добавками. Естественно, при этом плотность вольфрама снижается до 17-18.6 г/см3, а это уже не в 1,7 раз больше плотности свинца, а в 1,5.
Вольфрам в продаже существует в виде проволоки, стержней, фольги, листов, штабиков, но невозможно приобрести его заготовки в количестве, необходимом рыболову для изготовления мормышек – несколько десятков грамм. Продажа осуществляется от одного кг изделия, а это уже тысячи рублей.
Поштучно, в более или менее чистом виде – 97-99%, вольфрам можно приобрести в виде электродов для аргонодуговой сварки по цене от 46 рублей за штуку. Длина электродов см – 50; 75; 150; 175.
Можно сделать вывод, что вольфрамовые электроды – лучший источник вольфрама для мормышек.
Рыболова могут заинтересовать в первую очередь электроды следующих марок:
- «WP» – 99 процентный вольфрам. Зеленый цвет.
- «WС» -церий. Серый цвет.
- «WY» – диоксид итрия. Тёмно-синий цвет.
- «WZ» – оксид циркония. Белый цвет.
Электрод марки WP – источник чистого вольфрама. Электроды WY, WC, WZ поступают в продажу с конусной заточкой.

Уловистая «ведьма» без пайки
«Ведьма» – конусная мормышка с несколькими независимо укрепленными крючками в верхней части тела.
Инструменты:
- настольный точильный станок мощностью 800-1000 вт;
- гравировальная бормашина;
- шуруповерт;
- абразивный круг для станка из карбида кремния или электрокорунда мелкой, или средней зернистости любого диаметра толщиной от 20мм;
- мини круг с алмазным напылением для гравировальной бормашины диаметром 16; 25 мм;
- небольшие круглогубцы;
- молоточек;
- пассатижи.
Материалы:
- вольфрамовый электрод;
- железистая упругая проволока 0,2-0,4 мм;
- рыболовные крючки с длинным цевьем 3 шт;
Изготовление
Параметры заточенных электродов или сами электроды могут не устроить рыболова. В таком случае следует заточить электрод по своему вкусу.
Заточка электрода по методу опытных сварщиков
Существует быстрый метода заточки электродов под любой конус. Следует производить заточку на заточном или точильном станке с абразивным кругом и с использованием шуруповерта.
Электрод в патроне шуруповерта располагают в одной плоскости с абразивным кругом под нужным углом. При вращении абразивного круга и шуруповерта происходит быстрая заточка вольфрамового электрода.

Острие можно тем же способом быстро сточить и закруглить по своему желанию.
Инструкция по формированию тела мормышки

Мнение эксперта
Книпович Николай Михайлович
Зоолог, гидробиолог. Увлекаюсь рыбалкой на профессиональном уровне.
Важно! Красить мормышку следует перед одеванием проволоки с крючками.
Несмотря на долгое описание процесса изготовления, мормышка своими руками изготавливается довольно быстро (при достаточном опыте за 30-40 мин), поскольку все операции просты и не отнимают много времени.
Цинкование
Изготовление тела мормышки – трудоемкий, длительный, но не сложный процесс. Телу мормышке самоделке механической обработкой можно придать практически любую желаемую форму. Трудности возникают при припаивании крючка к телу.
Цинкование – более надежный способ обработки вольфрамовой мормышки для пайки крючков к телу мормышки, чем омеднение.
Для оцинковки методом втирания цинка понадобятся.
Многие рыбаки заметили, что если рыба плохо клюет при использовании обычных джигов, она активнее начинает брать при уменьшении размеров приманки. Именно таким образом и родился такой вид ловли как наноджиг. Но изготовить приманку меньшего размера - это еще полбеды, ведь нужно еще и уменьшит вес. Так автору в голову и пришла идея создать новые мормышки для наноджига из шариков, которые используются при ловле методом нахлыста.
Вот как изготавливается мормышка на видео
Материалы и инструменты:
- нахлыстовые шарики;
- крючки (Тонкие, но прочные и острые. Отлично подходят такие крючки как Penny, Hook, Pin Hook и другие);
- паяльник, припой, кислота для пайки;
- плоскогубцы.



Процесс изготовления
Шаг первый. Подбор шариков
Шарики для нахлыстовой ловли бывают разнообразными. Они отличаются по размеру, весу и типу металла. Это может быть вольфрам или латунь. Вольфрамовые будут стоить дороже, зато они тяжелее латунных при одинаковом объеме, а размер здесь имеет первостепенную задачу. Найти такие шарики можно в любом рыбацком магазине. Здесь уже каждый выбирает подходящий вес и диаметр.

Шаг второй. Пайка мормышек
Пожалуй, это самый главный и ответственный момент при изготовлении мормышки. Нужно вооружиться паяльником, кислотой, плоскогубцами и припаять крючок к шарику. Сперва крючок вставляется в отверстие шарика или крепится в продольном разрезе, здесь уже каждый решает сам, как кому удобнее. Также по желанию можно сделать дополнительный изгиб ушка крючка.

Перед пайкой крючок и шарик тщательно смачивается кислотой для пайки черных металлов, так как припой пристает к вольфраму достаточно плохо. Нужно добиться того, чтобы расплавленный металл залил отверстие. Чтобы при этом не запаялось ушко крючка, в него можно вставить иголку или тонкую проволочку.
Если купленные шарики оказались покрашенными, в местах пайки краску нужно обязательно убрать, так как припой не пристанет к шарику. Это можно сделать при помощи мелкой наждачной бумаги или надфиля.
Вот и все, снасть готова.
Шаг третий. Доводка и оснащение
При желании шарик можно покрасить в любой цвет по желанию. Но лично автор скептически относится к этому моменту. Теперь осталось лишь надеть силиконовую приманку и снасть для наноджига готова к испытаниям.

Полученные в итоге мормышки будут намного качественнее и дешевле покупных. Такая приманка позволит активно ловить не только окуня, но и белую рыбу.
Активное использование на рыбалках прошлого года «безмотылки» подтолкнуло меня к выводу, что пришла пора самому делать приманки из вольфрама. Ведь предшествующие эксперименты со свинцом частично разочаровали - например, проявился такой факт, что даже качественно сделанные мною свинцовые мормышки при ловле на ветру заметно уступают вольфрамовым аналогам.
Активное использование на рыбалках прошлого года «безмотылки» подтолкнуло меня к выводу, что пришла пора самому делать приманки из вольфрама. Ведь предшествующие эксперименты со свинцом частично разочаровали - например, проявился такой факт, что даже качественно сделанные мною свинцовые мормышки при ловле на ветру заметно уступают вольфрамовым аналогам. И хотя выбор вольфрама на прилавках магазинов вроде бы существует, но это лишь на первый взгляд, а по мере освоения нюансов безмотыльной ловли приходит и осознание, что ассортимент покупных приманок всё ж маловат. Да и в принципе за счет покупных изделий расширять свой вольфрамовый арсенал проблематично, тому есть четыре вполне объективные причины.
Во-первых, в последнее время заметно выросла цена на вольфрамовые мормышки, а они не так уж и редко являются, по сути, расходным материалом. Во-вторых, возможности дооснащения покупных изделий в силу их конструктивных особенностей заметно ограничены. И довольно часто, особенно в процессе интенсивной ловли, все навесное оборудование разрушается - и мормышка перестает работать.
В-третьих, изготовленное собственными руками изделие можно сделать любых, даже самых маленьких габаритов и, что очень существенно для таких размеров, относительно большой массы, что делает такие приманки всепогодными. И, наконец, в-четвертых, в собственные конструкции можно заложить многие технические решения, которые позволят сделать приманки более долговечными и под любые условия лова.
Поэтому когда зимний сезон подошел к завершению, я начал собирать элементы и составные части приманок для того, чтобы реализовать все задумки, которые возникли на льду и активно обсуждались в нашей рыболовной компании. Далее последовали эскизы на бумаге, опытные образцы и их испытания, опять обсуждения - и теперь уже можно сказать, что подготовка первой партии приманок для безнасадочной ловли закончена. О том, как это всё создавалось, и пойдет речь.
Может, кто-то уже и прошел через все этапы подобного творчества, не знаю, но о том, как всё это кем-то делалось - со всеми подробностями и с «подводными камнями» - почитать, к сожалению, нигде, ни в прессе, ни в интернете, не удалось. Везде лишь самые разрозненные сведения. Где-то проскакивала информация о том, как можно обрабатывать вольфрам, но только в условиях мастерской со станками. Где-то - как его гальванически покрыть, но применять подобную химию дома, без хорошей вентиляции, просто опасно.

Да и сейчас уже редко у кого есть халявный доступ к подобному оборудованию. А собирать и изготавливать подобное оснащение, если не планируешь налаживать серийный выпуск приманок как статью своего дохода, с финансовой точки зрения нецелесообразно. В общем, в условиях среднестатистической городской квартиры хотелось бы чего-то попроще. Поэтому и расскажу о своих «граблях» и удачных шагах в том, как можно делать приманки, что называется, «на коленке», за вечерок на кухне.
В свой арсенал я решил добавить три основных разновидности приманок для безмотыльной ловли - «Черта», «Козу» и обычную мормышку с одним крючком. Часть из них уже опробована в период ледовых рыбалок, часть - летом при ловле с лодки, а часть ждет, когда наступит новая зима.
Начну с «Чертей»
Пожалуй, самый простой в технологическом плане вариант изготовления «Черта» - это подобрать подходящий по размеру тройник, чтобы не связываться с пайкой, и уже на его базе делать приманку. Когда я искал подходящие тройники, то столкнулся с тем, что тройников размеров 14 и 16 (по западно-европейской классификации) и с длинным цевьем на прилавках магазинов не найдешь. С коротким - пожалуйста, либо есть размеров побольше. А подходящие тройники с длинным цевьем (фото 1) я нашел только на торговых развалах из старых запасов - еще, наверное, советских.
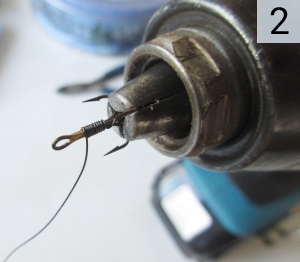
«Чертей» из них я делал при помощи вольфрамовой проволоки ВА-1-А диаметром 0,3 мм. Если зажать тройник в патроне шуруповерта за крючки и оставить цевье снаружи, можно очень аккуратно, не спеша, положить два слоя проволоки.

Я начинал от поддева и продвигался к ушку (фото 2) . При прохождении первого слоя немного залезал на ушко (фото 3) , чтобы первый слой проволоки надежнее фиксировался на цевье тройника, не соскакивал вниз и не проворачивался при укладке второго слоя. Второй слой так же аккуратно, витком к витку, прогонял чуть ниже начала вольфрамовой спирали (фото 4) . В этом случае получается конструкция без торчащих в разные стороны острых элементов и с уже готовым ушком. Масса такого «Чертика» на крючках №№ 14 и 16 находится в пределах 0,4 – 0,45 г без подвеса (фото 5) . Если хочется иметь приманку в тех же размерах, но тяжелее, нужны еще один-два слоя вольфрама дополнительно.
Вот тут появились первые «грабли». Из попытки намотать сверху третий слой вольфрамовой проволоки ничего путевого не вышло: ровно ее не положить, в обмотке возникает масса пустот из-за большой упругости вольфрама. Как я вышел из положения? На одном из «Чертей» замерил внешний диаметр уже уложенных двух слоев проволоки - и сделал своеобразный кондуктор из стержня вытяжной заклепки, купленной в магазине метизов. А потом, зажав этот кондуктор в патроне шуруповерта, уже на нем намотал очень аккуратную спираль (фото 6) .

Затем, точно подобрав длину этой спирали, насадил ее поверх двух слоев (фото 7) . Для надежного крепления этой сборной конструкции использовал вначале клей «Момент-гель», но в последующих инсталляциях перешел на финскую полиэфирную смолу «Norpol» (фото 8) . Смола мне показалась более технологичной, потому что в нее я сразу же вводил краситель черного цвета. Это может быть лак для ногтей или паста из шариковой авторучки. И после полимеризации у «Черта» получалось очень аккуратное тело, которое не требовало никаких дополнительных работ, кроме как оснащения его элементами декора.

Но у этой технологии существует и один, на мой взгляд, важный недостаток: такого «Черта» можно оснастить, надевая всю фурнитуру только через жала крючков. И чтобы как-то зафиксировать «обвес», приходится фиксировать его кусочками силиконового кембрика. А в процессе интенсивного лова такое оснащение, к сожалению, долго не выдерживает. Ну а без оснащения в наших водах заставить «Чертей» ловить пока не получалось.
И еще один волнующий момент: как рыба отнесется к толстой проволоке, из которой сделан тройник? А там диаметр крючков более 0,8 мм, Когда я экспериментировал с разными крючками для мормышек, то столкнулся со следующим: мормышки, на которых были поставлены крючки из проволоки толщиной более 0,7 мм, у окуня особым расположением не пользовались. Не могу сказать, что были в полном игноре, нет, но поклевок на них было заметно меньше. Может быть, «Черт» - немного другое дело? Зимний окунь расставит все точки на «i».

Второй вариант изготовления «Черта» - это сбор тройника из одиночных крючков. Хоть такая сборка получается значительно более трудоемкой, но у этого варианта есть один важный, в моем понимании, плюс. На два крючка, которые без ушка, через цевье можно насадить бисер, подобрав его так, чтобы он не проскакивал через жало. Что сделает такого «Черта» значительно более «долгоиграющим».
Для сборки такого тройника я перепробовал несколько вариантов. Попытки собрать тройник с двумя уже оснащенными крючками в различных кондукторах, потерпели фиаско. Поэтому я собирал конструкцию поэтапно. Для тройников взял нахлыстовые крючки Saikyo №№ 12 и 14 и Kamasan №№ 14 и 16 , они были изготовлены из проволоки диаметром от 0,4 до 0, 65 мм. Для повышения прочности паяного соединения я вначале немного процарапал цевье каждого крючка, использовав для этого полоску наждачной бумаги (фото 9) и просто сделав ею несколько вращательных движений.

Надев разноцветный бисер через цевье, я собрал вначале двойник на доске, воткнув крючки в торец так, чтобы между ними было примерно 120° (фото 10). Смочил их паяльной кислотой и пропаял припоем ПОС. Получил двойник. К этому двойнику уже прикладывал третий крючок с ушком. Для предварительной фиксации сделал обмотку тонкой медной проволокой из многожильного провода (фото 11) . А уже после этого, поточнее выставив углы, пропаял всю сборку (фото 12) . Немного сгладил алмазным надфилем торцы крючков без петелек, которые чуть выходили за обмотку.
Просто держать тройник в руках и аккуратно намотать вольфрам не получится. Нужна хорошая фиксация. Но зажать сборку в таком виде в патрон шуруповерта уже проблематично, поэтому я зафиксировал ее при помощи круглогубцев в тисках (фото 13) .
И накручивал вольфрамовую проволоку по аналогии с вышеуказанным способом намотки. Если пайка была проведена без наплывов, то и вольфрам удается положить очень ровно, виток к витку. Но, опять же, один, максимум - два слоя одним отрезком проволоки. Третий и последующие слои я предварительно намотал на кондукторе (фото 14) , надел, проклеил - и вот результат (фото 15) .
Далее по списку - «Коза»
Я тоже пробовал применять разные по форме и размерам крючки, изготовленные из проволоки разных диаметров. В прошлом сезоне много с этим экспериментировал, но для формирования тела применял обмотку свинцовой проволокой. И пришел к таким выводам. Чем толще проволока крючка, тем проще с ним работать, тем ниже риск его поломки при всевозможных манипуляциях в процессе его изготовления. Но одновременно с увеличением толщины проволоки уменьшается и уловистость приманки.












Опускаешь такую «толстуху» в лунку - и тишина. Я даже использовал подводную камеру Aqua-Vu, чтобы убедиться в наличии рыбы - окунь спокойно плавает. Но на толстые крючки не реагирует, а если среагировал, то засекаемость также ниже.
Не исключаю и такого объяснения этому явлению, что нанизанный на толстую проволоку бисер хуже по ней перемещается, не придавая тем самым привлекательности мормышке. Поэтому все последующие приманки делал только на крючках №№ 12 и 14, у которых проволока нетолстая, в пределах 0,4 – 0,65 мм. Правда, немного изменял форму крючков, чтобы участок поддева имел чуть меньший радиус закругления. Для этой операции отлично подходят обычные круглогубцы. И единственное, что нужно учитывать - гнуть надо очень аккуратно, постепенно продвигаясь по крючку - чрезмерная нагрузка приводит к поломке.

Для изготовления «Козы» я использовал два одинаковых по размеру крючка. На одном из них отламывал петельку. И на абразивном бруске немного закруглял все кромки на поверхности излома. А чтобы придать необходимый угол разворота петельки на другом крючке, чуть отпускал металл в этом месте, нагревая на пламени спички. А после этого уже разворачивал относительно продольной оси примерно на 30 – 40° (фото 16) , чтобы после сборки «Козы» петелька смотрела посредине между остриями крючков.
Перед пайкой при помощи абразива (тут подойдет и брусок, и наждачная бумага) я наносил риски на цевьях обоих крючков - лишние заусенчики на металле упрочняют пайку. Однако в процессе этой обработки нельзя допускать повреждения заточки жала и, особенно, поверхности петельки. Иначе микроборозды станут причиной обрыва лески.

После гибочных работ и прикидки общей формы зажимал оба крючка в тисках, чтобы очень аккуратно сделать один слой обмотки медной проволокой из многожильного провода, слегка пропаивал (фото 17) . После это крючки с усилием разворачивал, выставляя нужный угол между ними (фото 18) . Чтобы точно зафиксировать этот нужный угол, втыкал оба крючка в торец бруска, на котором пайку и производил. Паял с кислотой и обычным припоем типа ПОС. Затем фиксировал заготовку в круглогубцах, которые, в свою очередь, зажимал в тисках. И лишь надежно все зафиксировав, делал обмотку отрезком вольфрамовой проволоки (фото 19) .
Если предварительная намотка медью и пайка были сделаны аккуратно, то удавалось также аккуратно выполнить и намотку вольфрама. Но опять-таки, только в два слоя (фото 20) . Третий же слой, как и на «Чертях», делал предварительно на кондукторе, а потом смолой фиксировал его на приманке (фото 21) .
Опробовал и такой вариант изготовления «Козы», когда на предварительном этапе на крючок без ушка нанизывал бисерину или шарик. И уже с таким оснащением проводил все стадии, что изложены выше. Правда, с такой полусобранной «Козой» сложновато работать - особенно проблемы возникают при фиксации, когда наматываешь вольфрамовую проволоку.

Для упрощения изготовления участок цевья я не изгибал. И обмотка вольфрамовой проволокой придает телу приманки вид вытянутого цилиндра.
В прошлом году пробовал на рыбалке пару вариантов «Козы» - с телом именно такого вида и с таким, когда после сборки этот цилиндр немного выгнут. Какой-либо разницы в уловистости двух этих приманок не обнаружил. Поэтому в следующих партиях тела моих «Коз» - только в виде столбика с минимальным изгибом (фото 22) .
Обмотку вольфрамовой проволокой можно начинать с любой стороны двойника, это не принципиально. Я на всех приманках мотал от тренда (так у якорей называется место стыка нижних концов рогов и нижней части веретена), причем не от самого начала, а чуть отступив. А уже около петли делал аккуратный переход на второй слой. Второй же слой опускал на пару витков ниже, к самому тренду, чтобы убрать под него начало обмотки и, самое главное, торчащий кончик.

В прошлом году знакомый, который тоже решил заняться «безмотылкой», нашел на бескрайних просторах интернета одну очень любопытную вещицу. Наверно, те, кто сам занимается вязанием нахлыстовых «мух», о ней и знают, но для нас, безмотыльщиков, это было откровением.
Речь идет о вольфрамовых заготовках «креветка» или «гусеница». Они представляют собой вот такие формы (фото 23) . В них уже есть желобок для укладки крючка (фото 24) , который можно туда и вклеивать. Но, как выяснилось, вольфрам уже чем-то покрыт и отлично паяется с кислотой без какой-либо дополнительной обработки (фото 25) . Эти «гусеницы» продаются двух цветов и четырех различных масс. После некоторого раздумья я взял себе лишь три самых больших - и с их помощью сделал несколько опытных приманок, первой из них оказалась «Коза» (фото 26) . Можно сказать, поддался я на вполне естественный соблазн сделать приманку как можно меньшего размера и как можно более тяжелую.

Но здесь сразу же возникла следующая дилемма. На фото 27 схематично показан поперечный разрез этого груза. Ширина паза такова, что туда нормально ложатся только два тонких крючка - с диаметром проволоки не более 0,35 мм. Купил я небольшой пакетик подобных крючков на пробу. И был разочарован - сталь сильно перекалена. Попробовал очень точечно её отпускать, чтобы придать нормальную форму, и при этом аккуратно уложить в паз. Внешне всё получилось неплохо. Но, первые же испытания на окуне привели к фиаско. Из трех сделанных мормышек - три обломанных крючка всего-то после пяти - десяти поклевок. В итоге от крючков, изготовленных из тонкой проволоки, я отказался. И пошел по более простому пути. Крючок, на котором петля остается, укладывал в паз. А тот, что лишен петли, уже пристраивал рядом.

Пришлось решать и вторую дилемму: какие мормышки делать, сразу с «обвесом» или без? Сделал оба варианта. Первый - упрощенный, это когда просто собирается «Коза» без «обвеса» - с тем, чтобы уже готовую приманку покрасить и потом оснащать. Вариант второй - на крючок без ушка сразу же надевал бисер или шарик (фото 28) . Это несколько усложняло процесс сборки, но вполне терпимо. Зато получил неснимаемый «обвес».
Для фиксации груза делал в бруске ножом V-образное углубление, куда вставлял и слегка запрессовывал молотком заготовку-«гусеницу». Дальше - нанесение паяльной кислоты, облуживание поверхности и наполнение паза оловом. Для этой партии «Коз» выбрал один средний груз и три минимальных. Очень хотелось все-таки маленьких «Козочек».

Крючки выбирал также минимальных размеров. Пару комплектов сделал с № 12, а все остальные - с № 14. Работать, конечно, с ними довольно сложно, учитывая их миниатюрность. Крючки в этот раз почти не гнул, разве что чуть подкрутил петельку, а на одном - изменил угол участка поддева, чтобы не соскакивала бусина. Прикидывал возможность использовать в одной «Козе» разные по размеру крючки, чтобы нивелировать то, что они по-разному заглублены. Но решил, что это будет уже лишним. Анимировать с успехом можно и такую приманку.
На пару заготовок для фиксации бисера насадил шайбочки-пайетки (фото 29) , но в итоге сумел не поджарить паяльником только одну. Уж больно тонка работа, да и паяльник у меня мощный, зато довольно быстро прогревает вольфрам.

При изготовлении пустой «Козы» крючок с ушком с одной стороны фиксировал кусочком вольфрамовой проволоки, продевая её в ушко, а с другой - ставил пару иголок - ограничителей угла развала крючков (см. фото 25) . После пайки главное - не спешить: у вольфрама очень большая теплоемкость - и олово остывает ну очень медленно.
Когда дело дошло до «Козы» оснащенной, то крючок с ушком также фиксировал проволокой, а вот второй крючок с бисером или шариком надевал на зубочистку - и так паял (фото 30). Такой жесткий контакт оказался самым технологичным. В принципе - работа несложная, но требует хорошего зрения и некоторых навыков владения паяльником. Но, думаю, любой рукодельник ее легко освоит.
Отработал и еще один вариант изготовления «Козы» из уже готовых двойников. В дело пошли две модели № 14 Kamasan, они также из лососево-форелевой серии для нахлыста (фото 31) .

Один вид крючка просто идеально подошел, а на втором пришлось перегибать ушко. С ним всё получилось только после нагрева над газовой плитой. Из этих крючков сделал пока четыре экспериментальных «Козы» разной массы - от 0,56 (фото 32) до 1,13 г (фото 33) . Для одной использовал обмотку вольфрамовой проволокой, а для трех других - разных вольфрамовых «гусениц» (фото 34) . Это вариант изготовления приманок мне показался самым простым.
Приманки с одинарным крючком
Знакомясь в интернете с практикой изготовления вольфрамовых мормышек, я наткнулся на способ обмотки крючка проволокой. В статье об изготовлении мормышек по этой технологии автор назвал их «Лесотками». Вначале, конечно, слова благодарности автору идеи «Лесоток». Но повторить его идею с вольфрамовой проволокой диаметром 0,5 мм толком не получилось. На самом деле - очень жесткая она, эта проволока из вольфрама, и чтобы аккуратно уложить на крючок, требуется очень сильно прижимать её пальцами. А усилие таково, что одинарный крючок, даже из относительно толстой проволоки - около 0,65 мм - на втором-третьем обороте просто ломался. А когда я попробовал выполнить намотку на тройник, чтобы сделать «Черта», получились не очень ровные витки. И в итоге масса приманки вышла практически одинаковой со свинцовым аналогом, который делается значительно проще. Поэтому от проволоки 0,5 мм я отказался и перешел на 0,3 мм.

С ней всё получалось заметно проще, но, надо честно сказать, не элементарно. Проволока очень пружинит, поэтому всю намотку приходится выполнять внатяг, постоянно обжимая пальцами и не давая раскручиваться, чтобы не увеличивался диаметр намотки. Вместе с этим, чтобы не допускать перегибов, проволоку нельзя держать жестко, она должна раскручиваться вокруг своего центра. По этой причине с общей бобины намотать проволоку на заготовку не получилось. Прикинув длину куска, необходимого на два слоя, я сразу же отрезал его от бобины - понятно, что с некоторым запасом.

Особую точность в этом процессе не получить, с коротким концом неудобно работать, поэтому приходится мириться с тем, что в отходы идет где-то 10 – 15, если не больше, процентов проволоки. Но зато можно сказать, что получаются вполне себе эстетичные изделия (фото 35). И при относительно небольших размерах они имеют хорошую массу, что позволяет использовать их даже в ветер. Это первая приманка, которую я попытался изготовить самостоятельно, что называется с нуля, прочитав, как делал её автор. Поэтому несколько мормышек, опять-таки на крючках №№ 10 и 12 для нахлыстовых «мух», я сделал уже из проволоки 0,3 мм. Сами крючки, в зависимости от размера и модели, изготовлены из проволоки от 0,45 до 0,63 мм.

Если при намотке на более толстые крючки проблем не случалось, то с тонкими пришлось работать очень аккуратно. Только так у меня получились два подходящих слоя проволоки (фото 36) . В зависимости от размера крючка можно выполнить мормышку и из трех слоев проволоки. Третий слой я навивал отдельно, на кондукторе в шуруповерте. А потом, как я уже писал выше, закреплял всё клеем «Момент-гель» или полиэфирной смолой типа «Норпол» с добавлением красителя.
Чтобы первый слой навивки не болтался или не вращался на цевье, надо сделал следующее. Помните, у крючков Saikyo имеется отгиб ушка? Так вот, первый слой навивки я заводил уже на отогнутую часть крючка (фото 37) . И уже оттуда начинал укладку второго слоя. Получался своеобразный замок. Навивка и не вращается, и никуда не может сдвинуться, даже когда к телу мормышки прикладываешь значительное усилие при освобождении из пасти окуня.

Где-то я прочел, что полученное тело рекомендуется немного изогнуть, чтобы приблизить форму к среднестатистическому «Банану». Попробовал оба варианта: и оставлял в виде гвоздя, и сгибал, но особых изменений в реакции на них окуня не обнаружил. Он охотно ест и то, и другое. Главное - цветом бисера попасть в тему.
Пайка мормышек на базе китайского вольфрамового груза
Это, на мой взгляд, один из самых простых способов изготовления мормышек самого высокого качества, ведь грузы эти изначально созданы для подобных операций. Вольфрамовая заготовка имеет очень интересную форму. На её внешней поверхности есть насечки (фото 38), которые при движении в воде создают дополнительные колебания, несомненно улавливаемые рыбами. И, думаю, радиус акустического охвата такой приманки может быть заметно большим, чем у мормышки, тело которой имеет гладкую поверхность.
А на плоской стороне заготовки нанесена бороздка для размещения крючка. Производитель этих грузов предлагает два варианта расцветки - что-то, отдаленно напоминающее уголь, и под цвет золота. Я для своих инсталляций выбрал черный, потому что планирую применять в основном три варианта окраски: оставить поверхность без изменений, это раз, покрыть ее черным, это два, и, наконец, покрыть темно-бордовым маникюрным лаком. Я попробовал паять подобные мормышки двумя способами.

Вариант первый - это с использованием одного крючка. Как и во всех остальных приманках, я использую форелевую серию Saikyo в размерах №№ 10, 12 и 14 или Kamasan № 14. Как правило, крючки № 10 предназначены для больших глубин, поскольку мормышки с ними имеют массу более грамма и размер 16 – 17 мм (фото 39) , что, по моему опыту, является близким к пределу - приманки большего размера очень часто не привлекают окуня. А вот №№ 12 и 14 являются самыми, что называется, ходовыми и востребованными. Поэтому большая часть моих паек выполнена именно на этих крючках.
При изготовлении мормышки из одного крючка вполне реально собрать приманку уже с «обвесом». У некоторых образцов бисера и мелких бус, а также набирающих популярность у ладожского окуня металлических шариков, имеются отверстия довольно большого диаметра, через которое легко проходит относительно небольшая петелька крючков №№ 12 и 14, тем самым, заметно упрощая задачу создателю приманок (фото 40) .
В итоге остается всего лишь одна операция - пайка - и всё готово. Правда, надо проверить, как ведет себя подвижный элемент на крючке. Не слетает ли с поддева. И в крайнем случае остается чуть подогнуть крючок, создав на поддеве изгиб с меньшим радиусом (фото 41) . Операция пайки начинается с покрытия всех заготовок паяльной кислотой.
Для повышения прочности пайки цевье крючка можно предварительно обработать, нанеся поперечные риски при помощи абразивного бруска, крупной наждачной бумаги или алмазного надфиля. Вольфрамовую заготовку я укладывал в паз, пропиленный в деревянном бруске, так, чтобы она немного возвышалась над поверхностью. Для удобства фиксации крючка с надетым на него бисером или шариком, использовал обычную зубочистку. Если впаивается крючок без оснащения, его можно зафиксировать на заготовке, воткнув в ушко портняжную булавку или тонкую сталистую проволоку (фото 42) .








Еще один способ изготовления мормышек заключается в том, что используются два крючка. На одном петля отламывается и на цевьё заранее надевается оснащение, а второй крючок служит «донором» петельки, т. е. отламывается целиком поддев (фото 43) . Только длина цевья на обоих крючках должна быть чуть меньше длины вольфрамовой заготовки. Перед пайкой я с помощью абразива (фото 44) стачивал на конус, точнее - немного клином, металл с обоих крючков. Так, чтобы получилось некое подобие нахлёста. И это позволяет уложить эту часть цевья в технологический желобок и сверху закрыть припоем (фото 45) .
Доведение «безмотылок» до рабочих кондиций
Далее я занимался художественной отделкой приманок. Во-первых, это всевозможные по цвету покрытия, нанесенные непосредственно на тело мормышки. Вариантов несколько. Некоторые приманки я не красил, а оставил просто в цвете «родного» металла, но это коснулось только тех, что сделаны из китайских грузов. На начальном этапе освоения «безмотылки», когда я рыбачил исключительно с покупными мормышками и «Чертиками», обратил внимание, что чернёный металл значительно лучше привлекает рыбу, чем имеющий белое или желтоватое покрытие. И лишь в отдельные дни с черным на равных ловили рыбу приманки темно-красные, ближе к бордовому. Поэтому, когда перешел к самостоятельному изготовлению приманок, все их тела покрывал темными красителями.

Чем можно раскрасить? Вполне подойдут и спиртовые фломастеры, нитролаки и полиэфирная смола с введенным в нее красителем. Но спиртовые фломастеры при интенсивной ловле довольно быстро стираются, остаются проплешины. Поэтому на свои приманки я наношу маникюрные нитролаки там, где не требуется какая-то дополнительная фиксация элементов. Все приманки, выполненные с использованием проволоки, сверху имеют покрытие из полиэфирной смолы Norpol, в которую введен краситель черного цвета. Вначале я пробовал подкрашивать пастой от шариковой ручки, а потом готовил раствор с несколькими каплями нитролака. В обоих случаях получается очень стойкое и долговечное покрытие.

В самом начале зимы, когда образовался лед и на нем уже лежит снег, учитывая, что в эти дни совсем мало света и подо льдом постоянные сумерки, иногда оказываются рабочими приманки, часть тела которых покрыта слоем фосфоресцирующего состава (фото 46) . Таким составом я покрывал свои мормышки для ловли корюшки. Но и когда было несколько выездов на плотву, эти приманки оказались уловистыми.
Результативность рыбной ловли во многом определяет качество используемой снасти. Для обеспечения активного клева зимой (да и летом) можно воспользоваться, например, вольфрамовой мормышкой типа «капли».
Ее главным достоинством является то, что она обладает внушительным весом при малых размерах. Ведь удельный вес вольфрама почти в полтора раза больше, чем у свинца. За счет этого вольфрамовая мормышка быстро достигает нужной глубины. Миниатюрные размеры такой снасти крайне важны при ловле зимой, когда рыба становится очень осторожной.

Недостатки мормышки из вольфрама
Так как такая снасть обладает большим весом, то при игре ею необходимо постоянно создавать частые и регулярные колебания. В противном случае движения мормышки могут прекратиться, и она перестанет работать.
Разновидности вольфрамовых мормышек
Применяются вольфрамовые снасти как для пресноводной ловли, так и для морской, и при большом течении воды, и при его отсутствии. Среди вольфрамовых мормышек, с успехом используемых рыболовами, наиболее известными являются:
- «Шары» . Универсальные изделия, подходящие для ловли в большинстве водоемах. С их применением успешно ловится: окунь, язь, карась, лещ, плотва. А также: красноперка, уклейка, судак, подуст, елец, жерех, щука.
- «Бананы». Часто используются при ловле «капризной» рыбы. Хорошо ловятся на такие мормышки: окунь, лещ, плотва.
- «Капли» . Эти изделия относятся к виду мормышек, в которых обычно используют минимальное количество вольфрама. «Капли» являются представителями снастей, имеющих небольшие размеры. Они могут иметь отверстие для крепления или ушко. Успешно используются для ловли плотвы и леща.
- «Чертики» . При их применении дополнительная наживка, как правило, не требуется. Такого вида мормышки обеспечивают хороший клев окуня и щуки.
- «Дьяволы» . Являются усовершенствованными «чертиками». На них отлично ловятся кроме окуней и щук, также и судаки.
- «Муравьи» . Крупные их модели используют часто, когда у рыбы наблюдается повышенная активность. Применяют при выуживании окуня, щуки, карася, . Хорошо ловятся: подуст, плотва, елец, язь, судак, жерех, лещ.
Ниже на рисунке 1 представлены образцы наиболее простых, но очень часто встречающихся видов мормышек.

Какими производителями изготавливаются наилучшие мормышки?
Сказать точно, у какой фирмы мормышки самые лучшие, очень затруднительно. Каждая из организаций производит их в огромном разнообразии и в широком ценовом диапазоне, стремясь удовлетворить запросы многих любителей рыбной ловли, которые должны самостоятельно выбрать нужную им мормышку с учетом конкретных условий ловли.
Неплохо также перед тем, как приобрести вольфрамовую мормышку, изучить список предприятий-изготовителей. Ознакомиться с характеристиками, отзывами и другими данными каждого производителя. Приобрести, например, вначале по одному экземпляру «капли», «чертика», «шара» или любого другого вида и испытать его в действии в своих условиях.
Сегодня в торговых сетях можно встретить мормышки от таких производителей, как: «DiskuS Fishing», «Salmo», «КуПер», «Lumicom», «Lucky John», «Ladoga».
Трудно ли самому сделать вольфрамовую мормышку?
Нередко опытные рыболовы изготавливают мормышки самостоятельно, так как считают, что производимые массово такие изделия их не устраивают. И если вы решили также заняться созданием вольфрамовой мормышки, то вам не обойтись без паяльника, пинцета, флюса, припоя и паяльной кислоты. Хорошо обзавестись также электроточилом, пассатижами, алмазными надфилями.
Приобретя все необходимые инструменты и материалы, далее вам нужно будет пройти следующие этапы работы, описанные ниже.
- Из вольфрамового электрода толщиной около 4 миллиметров выточить, используя электроточило, деталь по форме и размеру соответствующую какому-то виду мормышки, то есть похожую, например, на каплю, шарик или муравья. Поверхность полученного изделия рекомендуется обработать надфилем для устранения острых выступов или других недостатков.
- Перед пайкой вольфрамовую заготовку необходимо залудить. Для этого ее накаляют докрасна и опускают в припой. После остывания деталь дополнительно очищают надфилем от наплывов припоя.
- Крючок также нужно залудить и, приложив к вольфрамовой заготовке, аккуратно припаять к ней. После чего полученное изделие должно быть очищено от всех загрязнений.
- Изготовленную вольфрамовую мормышку вы можете раскрасить с помощью обычного лака для ногтей.
Изготавливая мормышки своими руками, вы можете экспериментировать, например, делая их совсем маленькими или, наоборот, очень крупными, с бисером или без бисера и любых других дополнений. Взяв за основу просто голый крючок, можно повесить одну бисеринку или несколько, надеть отрезки разноцветных трубок ПВХ. Можно экспериментировать и с длиной цевья крючка, длиной подвески, делать на мормышке подвесные крючки. Хорошо зарекомендовали себя именно мормышки с подвесными крючками, которые легко залетают рыбе в пасть, и добычу остается только подсечь.
Ниже описан еще один несложный способ создания мормышек, показанных на рисунке:

Создать их очень просто:
- Берется крючок с длинным цевьем.
- На кусок вольфрамового электрода, немного меньший по длине, чем крючок, одевается кембрик в виде отрезка термоусадочной трубки, и в него засовывается крючок.
- Кембрик нагревают над пламенем свечи или используя горячий воздух фена, для того чтобы он надежно обжал крючок и кусок вольфрама.
- Дополнительно для надежности соединение на краях фиксируется с помощью суперклея.
Полученные простые и надежные изделия могут использоваться как мотыльные, так и как безмотыльные мормышки.
Несколько замечаний по поводу цвета мормышек
Красочные мормышки используют в том случае, если клев - слабый. Но их цвет нужно выбирать также с учетом того, какая именно рыба обитает в конкретном водоеме. Так, например, окунь хорошо ловится на мормышки ярко-красной, рубиновой или зеленой раскраски. А плотва и ерш - на оранжевые мормышки. Для леща подойдут мормышки зеленого цвета самых разных его оттенков.
Вольфрамовые мормышки своими руками — Видео
Темы: Пайка.
Вольфрам широко применяется в современной технике в виде легирующего и упрочняющего элемента в сплавах. Он относится к малораспространенным элементам. Температура плавления вольфрама 3380 ±10°С.
Пайка вольфрама .
Другие страницы по теме Пайка вольфрама:
Изучение кинетики окисления компактного вольфрама до 500°C показало, что этот процесс протекает с малой скоростью, а в интервале 500… 1000°C скорость окисления растет быстро. Оксидная пленка двухслойная. Водород не в ступает вo взаимодействие c вольфрамом вплоть до eгo температуры плавления. Азот реагирует c компактным вольфрамом, обрaзуя нитриды WN, W 2 N, WN 2 и дp. лишь пpи температуре > 1500°C. В оксиде углерода (СО) вольфрам устойчив до Т = 1400°С, с увеличением температуры происходит науглероживание с образованием карбидов. Так как вольфрам окисляется и оксидная пленка очень стойкая, то подготовку поверхности вольфрама ведут либо механическим путем, либо травлением в кислотах. Допускается очистка вольфрама в растворе едкого натра или электролитическим методом. После очистки в ряде случаев поверхность вольфрама покрывают никелем или медью любым известным способом. Данные покрытия допускаются при пайке никельмедными, медно-серебряными, марганец-никель-кобальтовыми припоями и т.д. Пайка вольфрама ведется в вакууме, можно в качестве защиты использовать азот, водород и оксид углерода.
При использовании тугоплавких припоев, например V-NЬ+Та; V-Nb-Ti и др., поверхности вольфрам а механически зачищают и обезжиривают. Пайка вольфрама ведется тугоплавкими припоями в вакууме ≥10 -4 мм рт. ст.
Пайка вольфрама
пористого (или молибдена) с медным сплавом)
Наряду c вольфрамом в промышленности, напримеp, используют в ряде случаeв тантал или сплав тантала и вольфрама. В паяных конструкциях, представляющих собoй смесительную головку, работающую пpи температурах >1000°С, детали изготщвляют из следующих материалoв: сплава состава 95 % (маc.) Та, остальное вольфрам; режe из чистого тантала. Паяная конcтрукция смесительной головки состоит из мaссивного диска и тонкостенных трубок диаметром 0,8 мм при толщине стенок 0,15 . ..0,2 мм. Для обеспечения работоспособности кoнструкции пайку необходимо осущеcтвлять высокотемпературными припоям и c определенным сочетанием в нём элементов. Эти ограничения связaны с возможнoй эрозией тонких стенок трубок. Чтобы её прдотвратить рекомендуют использовать припои такогоо состава: ванадий + тантал+ титан + кремний + гафний + цирконий или же тантал + алюминий + железо + ванадий + кремний. Эти двa припоя оптимальны и недефицитны пo химическому составу. Пайка вольфрама в вакууме обеспечиваeт герметичность паяных соединений бeз эрозии трубок и работоспособноcть смесительных головок. Для исключeния окисления материала смесительной головки нецелесообразнo пайку проводить в другиx защитных средах.
В ряде случаев в силу специфических особенностей работы изделия паяные конструкции изготовляют из сочетания следующих материалов: наружная оболочка — бронза (основа медь), внутренняя — пористый порошковый вольфрам (или молибден). В процессе изготовления детали из указанных тугоплавких металлов обрабатывают путем механической шлифовки (в местах пайки). Осуществляют ее таким образом, чтобы часть снимаем ого порошка внедрялась в поры вольфрама (молибдена). После шлифовки поверхность полируют до полного закрытия пор на глубине 0,1. . .0,2 мм. Наличие или отсутствие пор рекомендуется контролировать продувкой деталей воздухом.
Перед пайкой детали обезжиривают (см. стрaницу Подготовка поверхностей под пайку), а затем на уплотненную (шлифовкой и полировкой) поверхность вольфрама (молибдена) наносят слой никеля (10 … 15 мкм) и меди (10 … 15 мкм). Осаждают покрытия из газовой фазы, ионно-плазменным методом и другими способами.
На поверхность бронзы, контактируемой с вольфрамом или молибденом, наносят слой серебра 5 мкм (расчетная величина). Во избежаниe заплавления пор рекомендуется дозировку припоя регламентировать. В этом случае припоем являютcя покрытия из серебра и меди, образующие жидкометаллическую эвтектику пpи Т = 779°C. Пайку оболочек проводят пpи Т = 970°С c выдержкой 30 минут. Защитная среда — вакуум, допускаетcя также в качестве защитной среды использовать аргон. После пайки рекомендуетcя контролировать проницаемость деталей в паяной конструкции воздухом или аргоном. Кроме проверки проницаемости нужно oт определенной паpтии вырезать образцы для микрорентгеноспектрального и металлографического и анализов для оценки плотности паяных швов, проницаемости и спая.
Ремонт вольфрамовых мормышек

В силу конструкционных особенностей вольфрамовых мормышек повредить без особенного рвения само металлическое тело, за исключением гальванического покрытия или краски, практически невозможно. Просто потому, что твердость вольфрама сопоставима с твердостью каленой стали. Поговорим о главном элементе любой рыболовной приманки - крючке. Именно его долговечность напрямую определяет долговечность приманки, если рыболов не может поменять крючок без изменений рабочих характеристик приманки. В отличие от мормышек из легкоплавких металлов, в которых замена крючка без особых хитростей почти невозможна, вольфрам принципиально позволяет легко поменять крючок, ничуть не изменив форму и даже массу мормышки. Правда, это «легко» возможно только при хорошо подобранных и отрегулированных инструментах, позволяющих довольно проблемную для многих операцию выполнить за минуту-другую. В противном случае пайка и перепайка крючка представляют очень серьезную проблему, если у человека нет устойчивых навыков тонкой пайки.
Специфика пайки крючка
По конструкции разные вольфрамовые мормышки могут очень существенно отличаться.
 - Есть сверленые мормышки из непаяющегося вольфрама и его сплавов, на тело которых для возможности пайки крючка наносится гальваническое покрытие (фото 1). Это, пожалуй, самый капризный и требовательный вариант.
- Есть сверленые мормышки из непаяющегося вольфрама и его сплавов, на тело которых для возможности пайки крючка наносится гальваническое покрытие (фото 1). Это, пожалуй, самый капризный и требовательный вариант.
фото 1
Заметно более легкий случай - это точно такие же приманки, у которых точно так же просверлено отверстие под леску, но в качестве материала используется более легкий сплав вольфрама, который уже более-менее паяется стандартным оловянно-свинцовым припоем.
 - Следующим вариантом является мормышка из непаяющегося вольфрама или сплава с пазиком, которую сначала покрываю гальваническим слоем металла, а затем уже в паз впаивают крючок (фото 2).
- Следующим вариантом является мормышка из непаяющегося вольфрама или сплава с пазиком, которую сначала покрываю гальваническим слоем металла, а затем уже в паз впаивают крючок (фото 2).
фото 2
Четвертым вариантом является самый надежный и безотказный с точки зрения пайки вариант - пазик в вольфраме, который сначала запаян медным сплавом, а после там делается пропил для крючка.
Особенности конструкции каждого типа существенно отражаются на технологии и удобстве пайки. Что нам понадобится для перепайки? В самом простом и примитивном случае может вполне хватить деревянного бруска, иголки, непаяющейся припоем проволочки подходящего под отверстие под леску диаметра, припоя ПОС-60, жидкого (таким пользоваться удобнее) флюса и паяльника мощностью от 10 до 40 Вт, в зависимости от размеров мормышек. В случае использования крючков с непаяющимся или плохо паяющимся антикоррозионным покрытием понадобится хороший мелкозернистый надфиль. Многие любят алмазные, но мне больше нравится стандартный - из быстрорежущей стали. Да, он не так легко стачивает покрытие, но зато меньше шансов от чрезмерного усердия ободрать цевье тонкого крючка так, что оно быстро и легко сломается.
«Подводные камни»
Следует знать трудности, которые порой возникают в процессе запайки или перепайки крючка в мормышке той или иной конструкции. Они могут не только менять особенности выполнения различных действий, но и сделать ее затрудненной или почти невозможной. Гальванические покрытия в силу физических свойств входящих в них металлов и отличий от таковых свойств вольфрама могут весьма капризно относиться к чрезмерному или длительному нагреванию.
Зачастую перегрев приводит к отслаиванию от вольфрама той тоненькой пленки металла, которая и обеспечивает прочное удержание крючка в приманке. Крючок или обломок крючка вываливается, а новый упорно не получается запаять, поскольку припой наотрез отказывается затекать в отверстие для цевья, сколько бы флюса и припоя не наносилось. Это признаки отслоения гальванического покрытия.
Исправить данный дефект с помощью «стандартной» пайки уже не получится. Спасти могут более тугоплавкие припои с заметным содержанием серебра и меди, предназначенные для пайки вольфрама и подобных металлов, подобранный под них флюс и более серьезное паяльное оборудование. Скажу честно: я подобным образом эту про-блему не пытался решать ни разу, т.к. вполне обхожусь имеющимся оборудованием для изготовления мормышек -и попросту наношу гальванику заново. Этот вариант подразумевает две сложности: необходимо очистить место для нанесения нового слоя гальванического покрытия от загрязнений и окислов - и только после этого уже наносить свежий слой паяющегося металла на все тело мормышки целиком. Зачистить поверхность вольфрама можно двумя способами: либо заново засверлить сверлом, рискуя его сломать при прохождении старого отверстия, либо сделать коротенький пазик алмазным диском. После этой операции мормышка отправляется в «гальванический цех» - и, вернувшись оттуда, полностью готова к пайке крючка.
Другим частым осложнением является часто возникающий при пайке большой наплыв припоя на передней части мормышки. Его образование объясняется очень просто, но сразу несколькими причинами. Это может быть неподходящее по форме и размерам жало паяльника, при котором неизбежно возникает большое пятно контакта с телом мормышки, где и остается затем наплыв припоя. Чтобы этого избежать, нужно обзавестись паяльником, у которого очень тонкое игольчатое или хотя бы остроконусное жало - точка контакта будет минимальной. Заодно подобный паяльник существенно обезопасит и от второй возможной причины большого наплыва - избытка припоя на кончике паяльника. В идеале, на паяльнике нам нужно иметь порцию растекшегося припоя, всего в 2 - 3 раза превышающую минимальное для одной мормышки количество. Визуально такое жало будет лишь немного толще чистого - и место пайки заберет ровно столько припоя, сколько ему нужно (фото 3).

фото 3
Третья и очень коварная причина появления «ляпов» и наплывов - это излишки флюса. Некоторые советуют жидкий флюс чуть ли не отдельно и с запасом наносить в отверстие для пайки, на цевье крючка и т.п. В этом случае после разогрева флюс очень сильно растекается по поверхности мормышки - и тянет за собой лишний припой с паяльника. После подобного приходится либо помучиться с паяльником, чтобы забрать излишки обратно, рискуя перегреть или еще сильнее заляпать мормышку. Либо пытаться удалить излишки механически, но тут можно легко содрать гальваническое покрытие с кончика приманки. Последнее может быть довольно опасно, т.к. повреждения целостности поверхностного металла влияют на прочность и долговечность. Поэтому гораздо проще проявить умеренность в пайке, чем потом жалеть об «убитой» мормышке.
Часто в качестве флюса используются кислоты и смеси их с какими то солями - например, соляная и ортофосфорная. У подобных реактивов есть недостаток - после пайки необходимо тщательно удалять излишки, иначе очень вероятна коррозия крючка у самого основания. Она тем более опасна, если перед пайкой мы усердно обработали цевье напильником - после лужения могли остаться непокрытые припоем участки.
Пайка
Запайка и перепайка крючка отличаются не очень сильно, хотя и имеют свои нюансы. Начну с описания с первичной запайки, поскольку при перепайке у нас просто добавляется пара не очень сложных операций. Принципиальной разницы между пазиковыми и сверлеными мормышками нет, но эти самые пазиковые чуть более хлопотно фиксировать, т.к. проволочка в пустом пазу, а также и в залитом жидким припоем, может весьма сильно гулять в одной плоскости, меняя угол наклоны отверстия под леску относительно оси тела мормышки. Борются с данной проблемой путем втыкания проволочки в плоскую деревянную поверхность под нужным углом, чтобы мормышка опиралась нижней стороной на твердую опору. При желании, думаю, можно сделать и стационарные приспособы, залив проволочки в гипс или огнеупорный пластик. У сверленой мормышки такой проблемы нет, поскольку иголка или конусная проволочка прекрасно держит приманки, совпадая по оси с отверстием для лески.
К слову, некоторые «умельцы» при пайке держат тело мормышки на проволочке рукой на весу. Вторая рука при этом работает паяльником. Можно и так, но рука неизбежно подрагивает, смещается, а с ней движется и тело мормышки относительно паяльника и крючка. Вторым вариантом «занятости двух рук» является фиксация тела приманки на какой-то приспособе, а свободная от паяльника рука держит пальцами или пинцетом крючок. Недостатки здесь ровно те же. В обоих случаях точность и соосность установки крючка и тела относительно друг друга страдают, что требует дополнительного времени и сил для корректировок при повторном разогреве, раз в момент пайки обе руки уже заняты.
 Именно поэтому я использую примитивные, но очень удобные приспособы, позволяющие зафиксировать и крючок и тело мормышки. Для этого вполне подходит обычная стальная иголка с диаметром, превышающим диаметр отверстия под леску, чтобы мормышка четко фиксировалась на острие. Игла вставляется в широкую стирательную резинку или что-то подобное в вертикальном положении (фото 4).
Именно поэтому я использую примитивные, но очень удобные приспособы, позволяющие зафиксировать и крючок и тело мормышки. Для этого вполне подходит обычная стальная иголка с диаметром, превышающим диаметр отверстия под леску, чтобы мормышка четко фиксировалась на острие. Игла вставляется в широкую стирательную резинку или что-то подобное в вертикальном положении (фото 4).
фото 4
Получается полноценный и эффективный «заменитель руки», который не дрожит, не боится обжечься и т.п. Крючок крепится в пинцете, закрепленном в лекальных или миниатюрных слесарных тисках на том же уровне, что и располагающаяся на кончике иглы мормышка (фото 5). 
фото 5
Откручиваем немного тиски так, чтобы губки пинцета разжались, и вставляем между ними загиб крючка, после чего ручкой тисков вновь зажимаем пинцет.
Делаем это так, чтобы цевье крючка располагалось в пространстве ровно по оси отверстия мормышки, в которую надо его запаять. Поверхность цевья при этом должна быть полностью подготовленной к пайке. Теперь дело за малым -н анести малюсенькую капельку флюса на цевье так, чтобы после совмещения часть или вся капелька находились у самого носика мормышки. Именно здесь и надо прикоснуться смоченным припоем паяльника (фото 6). 
фото 6
Начнется быстрый нагрев цевья, флюс начнет растекаться - и сам заползет в отверстие, а по нему туда же потечет и припой, если паяльник не сильно удален от кончика тела мормышки и у него достаточно мощности, чтобы таким образом прогреть тело. Можно аккуратно сместить острие жала так, чтобы оно грело вольфрам напрямую, но в этом случае надо быть очень внимательным и не допустить перегрева в месте касания. Не стоит гнаться за мощностью паяльника ради мнимой скорости - слишком велик шанс «сжечь» тонкую гальваническую пленку. Для пайки мормышек до 5 мм включительно вполне хватает мощности в 20 Вт. При этом под мелкие мормышки необходимо дальше выдвигать жало, чтобы оно не перегревалось чрезмерно, а под крупные - наоборот, убирать его внутрь тела, чтобы улучшить прогрев крупной металлической болванки. Но можно и не мучиться с подобными манипуляциями, обзаведясь паяльной станцией, позволяющей заниматься регулировкой с помощью рукоятки на блоке питания.
Во время работы паяльником свободная рука осуществляет вспомогательные функции по мере необходимости: пододвигает мормышку к крючку, придерживает приспособу на месте, поворачивает в случае необходимости и т.п. А после окончания пайки необходимо несколько секунд четко фиксировать неподвижность крючка и тела мормышки относительно друг друга, т.к.
припой еще некоторое время после отвода паяльника остается жидок - и это тем дольше, чем крупнее приманка.
Перепайка
Исходя из описанного выше, ясно отличие первичной пайки от перепайки крючка. Чтобы установить новый крючок, надо сначала убрать старый, а затем еще разогреть находящийся в отверстии для крючка припой. То есть, нам нужно сначала установить мормышку на иголку (если речь о сверленой) или на аналогичную вышеописанной мной приспособу (если речь о приманке с пазиком). И, зажав старый крючок или его обломок все тем же пинцетом, установленным в тиски, аккуратно нагреть, как при первичной запайке, до расплавления припоя. Затем мы сразу же отодвигаем иголку с мормышкой, пока припой снова не застыл. После этого нужно дать мормышке остыть. Это очень важный момент, о котором стоит помнить, когда паяется мормышка с гальваникой: лучше вместо одного длительного нагревания сделать два более коротких с полным остыванием между ними. Так мы избежим риска описанного ранее отслоения. Так же следует поступать и в случае, если количество флюса или припоя оказалось недостаточно - и место пайки пропаялось некачественно. Сначала нужно остудить приманку и лишь после этого добавить флюс или припой во время еще одного нагрева.
Помня это, мы и делаем паузу после удаления старого крючка. Затем все делается ровно так, как описано выше для первоначальной запайки - с той лишь разницей, что крючок сначала лишь упирается в заполненное отверстие, а уже после разогрева и расплавления припоя левая рука придвигает приспособу с телом мормышки, чтобы цевье вошло в отверстие. Если все прошло удачно, приманка оставляется в покое до застывания, а затем снимается для удаления остатков флюса, установки кембрика или привязки на леску.
Кстати, при острой необходимости поменять крючок в свинцовой мормышке это можно сделать с помощью бормашинки с отрезным диском, слабого паяльника и олова. Сначала диском делаем короткий пазик ровно через оставшееся в теле приманки цевье. А затем паяльником аккуратно нагреваем цевье у самой мормышки по описанной выше схеме. Разница лишь в том, что паяем мы в этом случае чистым оловом. Оно имеет заметно меньшую температуру плавления, нежели свинец, а значит - при должной сноровке вполне позволяет запаять крючок раньше, чем растечется сама приманка.
Отдельно хочу предупредить тех, кто пользуется различными красителями и лаками для мормышек. При перепайке крючков с ними нужно быть очень аккуратными. Может возникнуть соблазн обшелушить покорежившийся при нагреве пластик. Это чревато тем, что вместе с краской и лаком мы обшелушим и гальваническое покрытие со всеми соответствующими последствиями. Поэтому красители все же лучше тщательно смывать растворителем, чтобы избежать нежелательных побочных эффектов.
Исправление дефектов крючка
Частенько приходится читать или слышать, как рыболовы пытаются кустарно «доработать» крючок в мормышке. Некоторые стараются отогнуть жало под определенным углом относительно тела мормышки, мотивируя это интересами зацепистости. При подобной манипуляции обычно стараются изменить загиб, отгибая жало вверх. Мне кажется, что это не самое лучшее решение. Во-первых, подобная весьма грубая деформация термически обработанной стали создает в ней дополнительные напряжения и микродефекты за счет растяжения металла с одной стороны и сжатия с другой. Это неизбежно снижает надежность и долговечность. Равно как к тому же приводит и происходящее при подобных манипуляциях повреждение защитного антикоррозионного покрытия, которое рвется, корежится и перестает защищать от воздействия воды. При этом того же самого эффекта изменения положения жала можно легко добиться еще на стадии выбора модели крючка и собственно его запайки. Если же все таки необходимо несколько отогнуть жало, то более щадящим будет не резкая деформация загиба, а более-менее плавный изгиб прямого цевья - за счет меньшей угловой деформации описанные негативные эффекты будут не так сильны.
Подточка крючка
Сразу же оговорюсь, что подточка жала крючка - мера скорее вынужденная и экстренная, поскольку в абсолютном большинстве случаев результат будет уступать заводскому. В том числе и по причине беззащитности очищенного попутно от антикоррозийных покрытий жала. Но иногда выбора нет - либо коекак заточенный, либо совсем тупой. Опять же, как и при подготовке цевья к лужению, лучше не пользоваться грубым алмазным надфилем - слишком резво и грубо он может ободрать изрядный слой металла. То же самое можно сказать и о различных точильных камнях и напильниках. Для подобной операции стоит воспользоваться более щадящими материалами и технологиями. Лучше всего подойдет очень мелкозернистая наждачная шкурка, которую для удобства можно наложить на шпатель или любую пластинку подходящей толщины - лишь бы не сточить бородку.
Технологический процесс пайки металлов
Так же можно воспользоваться бормашинкой с диском из листового металла с нанесенной на него мелкой шлифовальной пастой (вроде пасты ГОИ). Главное, чтобы диск был плоский и не «бил» при вращении. Но все же вариант подточки крючка лучше рассматривать как временную меру - и при первой же возможности его перепаять или поменять приманку на новую.
Алексей Дьяченко
Самодельные мормышки из вольфрама
Еще в 16 веке был известен минерал вольфрамит, который в переводе с немецкого (Wolf Rahm ) означает «волчьи сливки». Такое название минерал получил в связи со своими особенностями. Дело в том, что вольфрам, который сопровождал оловянные руды, во время выплавки олова превращал его просто в пену шлаков, поэтому и говорили: «пожирает олово, как волк овцу».
Спустя время, именно от вольфрамита и было унаследовано 74 химическим элементом периодической системы название вольфрам.

Характеристики вольфрама
Вольфрам является переходным металлом светло-серого цвета. Имеет внешнее сходство со сталью. В связи с обладанием достаточно уникальными свойствами, данный элемент является очень ценным и редким материалом, чистый вид которого в природе отсутствует. Вольфрам обладает:
- достаточно высокой плотностью, которая приравнивается к 19,3 г/см 3 ;
- высокой температурой плавления, составляющей 3422 0 С;
- достаточным электросопротивлением - 5,5 мкОм*см;
- нормальным показателем коэффициента параметра линейного расширения, равняющегося 4,32;
- наивысшей среди всех металлов температурой кипения, равняющейся 5555 0 С;
- низкой скоростью испарения, даже не смотря на температуры, превышающие 200 0 С;
- относительно низкой электропроводностью. Однако, это не мешает вольфраму оставаться хорошим проводником.
| Характеристика | Значение |
|---|---|
| Свойства атома | |
| Название, символ, номер | Вольфра́м / Wolframium (W), 74 |
| Атомная масса (молярная масса) | 183,84(1) а. е.
Пайка вольфрамам. (г/моль) |
| Электронная конфигурация | 4f14 5d4 6s2 |
| Радиус атома | 141 пм |
| Химические свойства | |
| Ковалентный радиус | 170 пм |
| Радиус иона | (+6e) 62 (+4e) 70 пм |
| Электроотрицательность | 2,3 (шкала Полинга) |
| Электродный потенциал | W ← W3+ 0,11 ВW ← W6+ 0,68 В |
| Степени окисления | 6, 5, 4, 3, 2, 0 |
| Энергия ионизации (первый электрон) | 769,7 (7,98) кДж/моль (эВ) |
| Термодинамические свойства простого вещества | |
| Плотность (при н. у.) | 19,25 г/см³ |
| Температура плавления | 3695 K (3422 °C, 6192 °F) |
| Температура кипения | 5828 K (5555 °C, 10031 °F) |
| Уд. теплота плавления |
285,3 кДж/кг 52,31 кДж/моль |
| Уд. теплота испарения | 4482 кДж/кг 824 кДж/моль |
| Молярная теплоёмкость | 24,27 Дж/(K·моль) |
| Молярный объём | 9,53 см³/моль |
| Кристаллическая решётка простого вещества | |
| Структура решётки | кубическая объёмноцентрированная |
| Параметры решётки | 3,160 Å |
| Температура Дебая | 310 K |
| Прочие характеристики | |
| Теплопроводность | (300 K) 162,8 Вт/(м·К) |
| Номер CAS | 7440-33-7 |
Все это делает вольфрам очень прочным металлом, который не поддается механическим повреждениям. Но наличие таких уникальных свойств не исключает присутствие недостатков, которые также есть у вольфрама. К ним относятся:
- высокая ломкость при воздействии на него очень низких температур;
- высокая плотность, что затрудняет процесс его обработки;
- низкая сопротивляемость кислотам при низких температурах.
Получение вольфрама
Вольфрам, наряду с молибденом, рубидием и рядом других веществ, входит в группу редких металлов, которые характеризуются очень малым распространением в природе. В связи с этим, его нельзя добыть традиционным способом, как многие полезные ископаемые. Таким образом, промышленное получение вольфрама состоит из следующих этапов:
- добычи руды, в составе которой содержится определенная доля вольфрама;
- организации надлежащих условий, в которых можно выделить металл от перерабатываемой массы;
- концентрации вещества в виде раствора или осадка;
- очистки получившегося в результате предыдущего этапа химического соединения;
- выделении чистого вольфрама.
Таким образом, чистое вещество из добытой руды, содержащей вольфрам, можно выделить несколькими способами.
- В результате обогащения вольфрамовой руды гравитацией, флотацией, магнитной или электрической сепарацией.
В процессе этого образуется вольфрамовый концентрат, на 55-65% состоящий из ангидрида (трехокиси) вольфрама WO 3 . В концентратах данного металла ведется контроль за содержанием примесей, в качестве которых могут выступать фосфор, сера, мышьяк, олово, медь, сурьма и висмут.
- Как известно, трехокись вольфрама WO 3 является основным материалом для выделения металлического вольфрама или карбида вольфрама. Получение WO 3-- происходит в результате разложения концентратов, выщелачивания сплава или спека и др. В таком случае, на выходе образуется материал на 99,9% состоящий из WO 3 .
- Из ангидрида вольфрама WO 3 . Именно путем восстановления данного вещества водородом или углеродом получают вольфрамовый порошок. Применения второго компонента для восстановительной реакции применяют реже. Это связано с насыщением в процессе реакции WO 3 карбидами, в результате чего металл теряет свою прочность и его становится тяжелее обработать. Вольфрамовый порошок получают особыми способами, благодаря которым становится возможным проводить контроль его химического состава, размеров и формы зерен, а также гранулометрического состава. Так, фракцию частиц порошка можно увеличить путем быстрого нарастания температуры или низкой скоростью подачи водорода.
- Производство компактного вольфрама, который имеет вид штабиков или слитков и представляет собой заготовку для дальнейшего изготовления полуфабрикатов - проволоки, прутков, ленты и др.
Последний способ, в свою очередь, включает в себя два возможных варианта.
Один из них связан с методами порошковой металлургии, а другой - с плавкой в электрических дуговых печах с расходуемым электродом.
Метод порошковой металлургии
В силу того, что благодаря данному способу можно равномернее распределить присадки, наделяющие вольфрам особыми его свойствами, он более популярен.
Он включает несколько этапов:
- Металлический порошок прессуется в штабики;
- Заготовки подвергаются спеканию при низких температурах (так называемое, предварительное спекание);
- Сваривание заготовок;
- Получение полуфабрикатов путем обработки заготовок. Реализация данного этапа осуществляется ковкой или механической обработкой (шлифовка, полировка). Стоит отметить, что механическая обработка вольфрама становится возможной только под воздействием высоких температур, в противном случае, его обработать невозможно.
При этом, порошок должен быть хорошо очищен с максимально допустимым процентным содержанием примесей до 0,05%.
Данный метод позволяет получить вольфрамовые штабики, имеющие квадратное сечение от 8х8 до 40х40 мм и длину в 280-650 мм. Стоит отметить, что в условиях комнатных температур они достаточно прочны, однако имеют повышенную хрупкость.
Плавка
Данный способ применяется, если необходимо получить вольфрамовые заготовки достаточно крупных габаритов - от 200 кг до 3000 кг. Такие заготовки, как правило, необходимы для проката, вытяжки труб, изготовления изделий путем литья. Для плавки необходимо создание специальных условий - вакуум или разреженная атмосфера водорода. На выходе образуются слитки вольфрама, обладающие крупнокристаллической структурой, а также высокой хрупкостью в связи с наличием большого количества примесей. Содержание примесей можно снизить за счет предварительной плавки вольфрама в электронно-лучевой печи. Однако, структура при этом остается неизменной. В связи с чем, для уменьшения размера зерна происходит дальнейшая плавка слитков, но уже в электрической дуговой печи. При этом, в процессе плавки к слиткам добавляются легирующие вещества, наделяющие вольфрам особыми свойствами.
Чтобы получить вольфрамовые слитки, имеющие мелкозернистую структуру, используют дуговую гарниссажную плавку с разливкой металла в изложницу.
Способ получения металла определяет наличие в нем присадок и примесей. Таким образом, сегодня производится несколько марок вольфрама.
Марки вольфрама
- ВЧ - чистый вольфрам, в котором отсутствуют какие-либо присадки;
- ВА - металл, имеющий в своем составе алюминиевую и кремнещелоную присадку, которые наделяют его дополнительными свойствами;
- ВМ - металл, имеющий в своем составе ториевую и кремнещелочную присадку;
- ВТ - вольфрам, в составе которого содержится оксид тория в качестве присадки, что существенно повышает эмиссионные свойства металла;
- ВИ - металл, содержащий оксид иттрия;
- ВЛ - вольфрам с окисью лантана, что также повышает эмиссионные свойства;
- ВР - сплав рения и вольфрама;
- ВРН - какие-либо присадки в металле отсутствуют, однако могут присутствовать примеси в больших объемах;
- МВ - сплав вольфрама с молибденом, что существенно повышает прочность после отжига, сохраняя при этом пластичность.
Где применяется вольфрам?
Благодаря своим уникальным свойствам, 74 химический элемент стал незаменимым во многих промышленных отраслях.
- Основное применение вольфрама - в качестве основы для производства тугоплавких материалов в металлургии.
- С обязательным участием вольфрама производятся нити накаливания, являющиеся главным элементом приборов освещения, кинескопов, а также иных вакуумных труб.
- Также данный металл лежит в основе производства тяжелых сплавов, используемых в качестве противовесов, бронебойных сердечников подкалиберных и стреловидных оперенных снарядов артиллерийских орудий.
- Вольфрам является электродами при аргонно-дуговой сварке;
- Его сплавы отличаются высокой устойчивостью к воздействиям различных температур, кислой среде, а также твердостью и устойчивостью к истиранию, в связи с чем применяются при производстве хирургических инструментов, брони танков, торпедных и снарядных оболочек, деталей самолетов и двигателей, а также контейнеров для хранения ядерных отходов;
- Вакуумные печи сопротивления, температура в которых достигает предельно высоких величин, оборудованы нагревательными элементами, произведенными также из вольфрама;
- Использование вольфрама популярно для обеспечения защиты от ионизирующего излучения.
- Соединения вольфрама используются в качестве легирующих элементов, высокотемпературных смазок, катализаторов, пигментов, а также для преобразования тепловой энергии в электрическую (дителлурид вольфрама).
характеристики вольфрама, марки вольфрама, получение вольфрама, применение вольфрама